Pellet Mill Control

A pellet mill, also known as a pellet press, is a type of mill that is used to create pellets from a powdered or granular material. Feed Mills commonly employ pellet mills, but less than 50% of the time. A pellet mill is unlike other types of “mills”, such as grinding mills, in that pellet mills combine material particles into a larger homogeneous mass (a pellet), rather than breaking larger particles down into smaller pieces (what a grinding mill does). The pellet mill is either a flat die or ring die mill. Most modern pellet mills for Feed Mills are ring die mills. Pellet Mill Control is a requirement for any Feed Mill employing the pelleting process.
Pellet Mill Control can be done automatically. This requires an automation control system to monitor and control temperatures, motor speeds/amps, steam flow, etc. In our application example, the pellet mill control system includes automation of:
- Pellet Mill Mash Auger(s) (feeding mash into pellet mill).
- Pellet Conditioner speed and rate displayed (conditioning and mixing steam, water and other liquids).
- Pellet Mill speed and amperage displayed (mill speed and overload monitoring).
- Pellet Mill mash temperature.
- Pellet Mill Steam Valve, 0 – 100% modulation.
- Pellet Mill Dump Valve.
Other aspects of the Feed Mill process that can be monitored and automated in the system include:
- Dump Pit Conveyor (Variable Frequency Drive (VFD) driven).
- Receiving Elevator with a slippage speed switch.
- Truck scale.
- Ingredient Bin Transfer Conveyor.
- Diverter with limit switches.
- Ingredient Bin Levels – High-Level Indicators.
- Pellet Mill Take-Away Conveyor.
- Pellet Mill Cooler with Low-Level Switch.
- Dust Collector Fan.
- Dust Collector Rotary Airlock.
- Pellet Crumbler.
- Pellet Mill Crumbler take-away conveyor.
- Pellet Mill Elevator with slippage speed switch.
- Loadout Bin Transfer Conveyor.
- Deck Screener.
- Loadout Distributor (supplied with Ethernet IP modules).
- Loadout Bin Levels – High-Level Indicators.
Pellet Mill Control System
The Pellet Mill Control system allows an operator to specify setpoints and monitor equipment. Mixed mash is transferred to the pellet mill from the mash bins. The automatic operation of the pellet mill starts with the HMI (human-machine interface) touchscreen monitor. The user selects a formula containing the pelleting process setpoints and parameters so the pellet mill PLC knows how to configure and start the pellet mill properly.
The pellet mill PLC will hold parameters that pertain to the pellet mill and associated equipment. Parameters include:
- Mill motor overload current in Amps.
- Pellet mill shutdown overload time delay in seconds.
- Initial and Steady State Feeder adjust time delay in hundredths of a second.
- Initial and Steady State Steam adjust time delay in hundredths of a second.
- Mash bin gate open time delay in seconds.
- Mill motor starting delay in seconds.
- Mill motor startup alarm delay in seconds.
- Conditioner motor spin-up delay in seconds.
- Conditioner motor startup alarm delay in seconds.
- Conditioner motor purge time in seconds.
- Collector Auger spin-up delay in seconds.
- Collector Auger startup alarm delay in seconds.
- Feeder Auger purges time in seconds.
- Steam valve open time delay in seconds.
- Bin 1/2 Feeder Auger spin-up delay in seconds.
- Bin 1/2 Feeder Auger startup alarm delay in seconds.
- Bin 1/2 Feeder Auger purge time in seconds.
- Bin 1/2 Discharge Gate activation alarm delay time in seconds.
Each formula has adjustable setpoints. These setpoint parameters depend on the type of feed being mashed and pelleted. Parameters include:
- Mill motor setpoint current in Amps.
- Mash temperature setpoint in Celsius or Fahrenheit.
- Mash Bin feeder preset setpoint (%) for each bin.
- Steam valve preset setpoint (%).
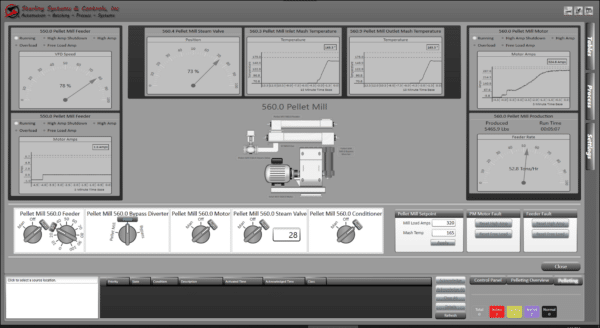
A graphical representation of the pellet mill, shown above, will be displayed on the HMI with real-time information. The screen indicates:
- Mill motor setpoint and actual values in Amps.
- Mash temperature setpoint and actual values in Celsius or Fahrenheit.
- Steam valve open value in percentage.
- Mash bin gates open/close status.
- Color-coded operating status for mill motor, conditioner, collector feeder auger, mash bin auger(s), and dump valves.
- Feeder, mill motor, and steam valve adjustments.
Typical Startup Sequence
- The operator places all of the equipment MOA (Manual/Off/Auto) switches in Auto. This can be accomplished by pressing each piece of equipment shown on the HMI display individually and pressing the corresponding AUTO button or by pressing the SET ALL EQUIPMENT TO AUTO button on the HMI.
- The operator selects a desired formula from the HMI. in this example, the formula will use Bin #8.
- The operator presses the SYSTEM START button on the HMI.
- The SYSTEM START button will flash during startup.
- The Pellet Mill Motor will be energized and confirmed running after a programmable delay for spin-up.
- The Conditioner Motor will be energized and confirmed running after a programmable delay for spin-up.
- The Collector Auger will be energized (along with the on/off steam valve) and confirmed running after a programmable delay for spin-up.
- The Mash Bin #8 Feeder Auger will be energized at an initial starting speed, confirmed running after a programmable delay for spin-up.
- The Mash Bin #8 Discharge Gate will open and confirm.
- The SYSTEM START button will stop blinking and turn on steady.
- Steam is then added at the initial setpoint value after a time delay.
- The system will gradually meet operating setpoints and conditions specified in the formula and system parameters.
- The Feeder Auger and Steam Valve automatically increment in steps while monitoring the Pellet Mill Motor Amps and Mash Temperature.
- Once the Pellet Mill is at maximum operating efficiency, the system constantly monitors and adjusts equipment to maintain maximum consistency of pellets.
Alarms
- If an alarm banner appears during an alarm condition, the operator can press the ALARM SILENCE button on the HMI to dismiss the alarm banner.
- If a plugging condition occurs, if the mill motor amperage exceeds or descends the “Mill motor current tolerance” for longer than the “Mill motor out of tolerance time”, the system will activate the dump valve for the “Dump gate activation time”. The system will then attempt to bring the mill back to operating conditions. This can occur three times within a programmable time frame before shutting down the mill and activating an alarm.
- If an overload occurs on the pellet mill motor after the “Pellet Mill shutdown overload time delay” expires, the equipment will shut down sequentially if the overload condition still exists. All equipment shutdown and will be purged as described in the control system shutdown sequence. An alarm will activate, requiring user intervention.