Process Control for Food Production
Automated Process Control Solutions
A manufacturer of food ingredients requires process control for food production at their facility. Several process control systems were required. The final process control and automation for food ingredient production included three (3) process control systems consisting of granulated sugar control and multiple batching systems.
Let’s break the three systems down into System A, System B and System C. To automate the customer processes, primarily new equipment purchased separately, we worked with the customer to meet his specified voltages, e.g. 480V 3∅ 60Hz motor voltage and 24VDC control voltage.

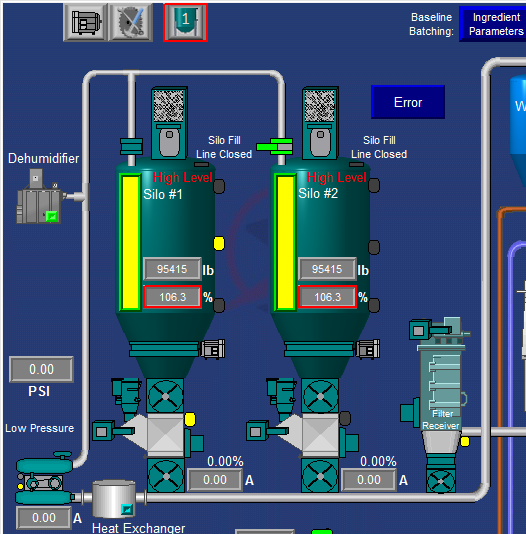
System A
This process control system was designed to unload trucks to either one of two storage silos using a 4″ fill line. The silos and the conveying system utilize a dehumidifier and cooling package to purge the cool dry air to the top of the silo and to connect to the inlet of the pressure blower for transfer air. The silos include a top-mounted dust collector on each, along with high, mid and low-level sensors/indicators on each silo. Bin dischargers are used to promote the flow of granulated sugar to feed the material into the conveyor system. A vented manifold with filter and fan is located under the bin discharger to help funnel the material into the conveying system airlock and to vent the blow-by air from the conveyor airlock. System A includes one (1) Dual Sugar Silo Fill Control Panel which includes a NEMA4X stainless steel enclosure, high-level indicator lights and an alarm beacon/horn.
System A controls the following equipment:
- Dehumidification package.
- Silo fill line.
- Silo filters.
- Bin dischargers.
- Rotary airlocks (1hp and 1.5hp).
- 304SS vented manifold with support legs.
- Mini filter assembly.
- Fan assembly.
- Level indicators.
- Vibrator assemblies.

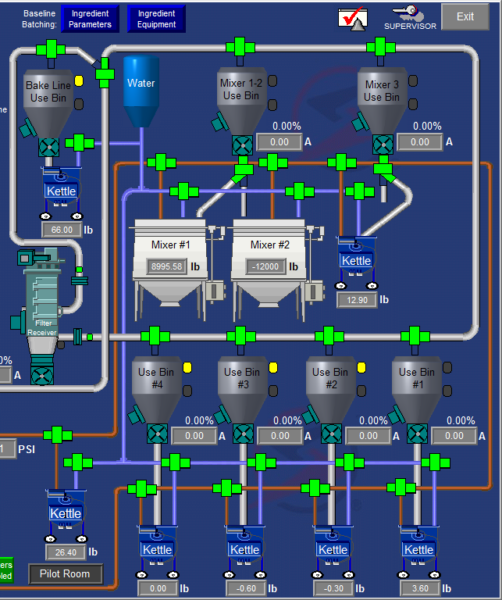
System B
System B was designed to use a pressure blower to transfer the sugar from the silo rotary valve (airlock) to any one of five use bins/hoppers located over the kettles. A fifth hopper includes a discharge rotary airlock valve and gravity diverter valve to discharge into either one of two vessels. A hopper loading valve diverts and fills each hopper. Once the hopper is full the valve will divert and begin to fill the next hopper calling for product. Each hopper has a high and low-level sensor/indicator and rotary valve on the discharge to meter the sugar into the kettle below the hopper. All sugar is returned to the outdoor, floor-mounted filter receiver. A rotary valve meters the purged sugar back into the transfer system for delivery to the hoppers. System B includes one (1) Sugar Conveying System PLC/HMI Control Panel, including a NEMA4X stainless steel enclosure, Operator Interface Terminal, and Allen Bradley PLC with required I/O and wiring terminals. The system also includes one (1) Sugar Conveying System Motor Starter Control Panel consisting of NEMA4X stainless steel enclosure, pull handle power disconnect, 480VAC 3∅ 60Hz 200A main circuit breaker, Control Power Transformer, IEC Style, and Soft-Starter Allen-Bradley Motor Starters and wiring terminals.
System B controls the following equipment:
- 75HP Pressure Package.
- Air-to-Air Heat Exchanger.
- Conveying Line.
- 4″ Diverters.
- Kettle Use-Bin/Hoppers.
- Vibrator Assemblies.
- Level Sensors/Indicators.
- Rotary Airlocks.
- Gravity Diverter Valve.
- Filter Receiver.
- Industrial Vibrator.
- Butterfly Valve.
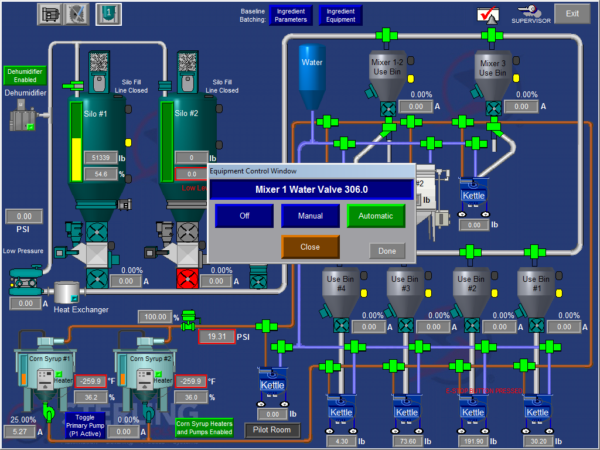
System C
System C was designed to weigh three (3) ingredients into kettles sitting on floor scales. Water and sugar are added to the kettles, followed by granulated sugar. The control system controls the required liquid valves and the surge hopper rotary valve to discharge the water and sugar to the kettles. The system displays to the operator the number of batches of sugar in the sugar hopper, based on reaching the high level and then weighing out of the surge hopper. The system monitors production and the scheduled batches to be produced. When approaching the end of the day run the system will automatically disable the sugar hopper refill to allow the sugar surge hopper to run close to empty. Batch weights of all three (3) ingredients are saved to the database for audit/historical recall of target/actual batch summaries. System C includes five (5) Kettle PLC/HMI Set-Point Batching Control Panels, each including a NEMA4X stainless steel enclosure, Allen-Bradley PanelView with touchscreen Operator Interface Terminal, Allen-Bradley PLC with required I/O, one floor scale PLC weight module, Batching Software and terminal connections.