What is Industry 4.0: What It Means for Growing Process Manufacturers
As industries transform, the term Industry 4.0 has gained popularity, often bordering on “buzzword” status. However, it represents a genuine shift—the fourth industrial revolution characterized by the integration of advanced technologies into manufacturing processes. This technological evolution is paving the way for innovations in food processing and other critical global sectors.
For process manufacturers—including food and beverage, pet food, plastics and rubber compounding, chemicals, and pharmaceuticals—understanding Industry 4.0 is essential for staying competitive in today’s rapidly changing markets.
At its core, Industry 4.0 unites a wide array of technologies that enable smarter manufacturing through automation, data management, and real-time analysis. By leveraging advancements such as the Industrial Internet of Things (IIoT), artificial intelligence (AI), and advanced process control, manufacturers can enhance efficiency, improve product quality and consistency, and quickly adapt to evolving market demands.
Exploring these innovations in food processing and beyond allows process manufacturers to envision how they can optimize their operations and drive sustainable growth with Industry 4.0. Let’s explore this further.
Understanding Industry 4.0 in Process Manufacturing
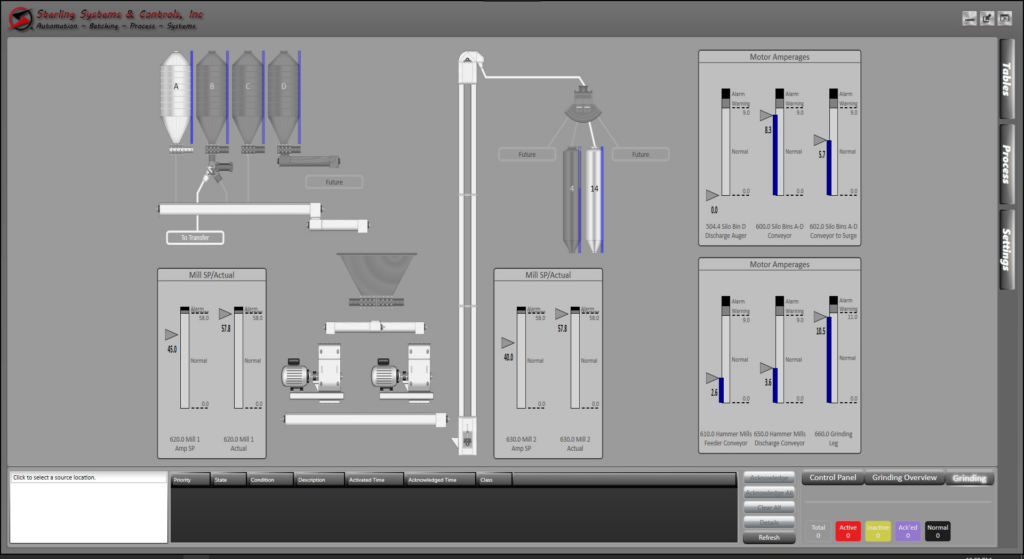
To really grasp the potential impact of Industry 4.0 on process manufacturing, it’s helpful to examine its core components. A major player here is the Industrial Internet of Things (IIoT), which can connect devices and equipment across production lines. For instance, bearing monitoring sensors can detect temperature and vibration in milling and grinding machines used in grain processing and feed milling industry applications. This data is then utilized by advanced process control systems to improve machine efficiency and prevent equipment damage and failures, ultimately enhancing safety and minimizing unscheduled downtime.
Then there’s artificial intelligence (AI), which opens some exciting possibilities. By sifting through large volumes of data, AI systems may be able to predict and prevent equipment failures before they happen, helping to reduce downtime and maintenance costs. In different sectors, AI may be able to refine processes based on consumer insights, making sure products meet changing market demands. But experts agree we are early in using the potential of AI. That potential will continue to unfold and will be realized more in the coming years.
Advanced process control and automation are just as promising. These technologies boost precision in manufacturing, leading to consistent product quality. Automated systems can take care of tasks like ingredient mixing, packaging, and quality control, reducing the risk of human error and increasing overall efficiency. This kind of automation is particularly beneficial in high-volume production environments, like food processing, pet food manufacturing, livestock animal feed production, chemicals, and pharmaceuticals. Process control systems have been in use and evolving for decades, though a surprising number of manufacturers still do things manually without automated control, such as for ingredient batching. Many continue using manual ingredient batching and struggle with operator errors, inaccuracies, scrap, lost material, and product quality due to inconsistency. Advanced automated process control systems solve these problems and much more.
Benefits of Adopting Industry 4.0 Technologies
Examining the benefits of Industry 4.0 technologies reveals clear advantages that can positively impact a manufacturer’s bottom line. Enhanced efficiency often leads to significant cost savings. With real-time monitoring, advanced process control of machinery, and preventative maintenance, companies can reduce waste and energy consumption, resulting in lower operational costs. Additionally, improved quality and consistency can enhance brand positioning, preference, and consumer loyalty, all of which contribute to business growth.
Innovations in food processing and other process manufacturing industries can lead to superior product quality. Automation ensures consistent mixing, heating, and cooling processes, minimizing variability and ensuring each batch meets safety standards. The ability to respond swiftly to market changes—such as shifts in consumer preferences or new regulatory requirements—provides a crucial competitive edge. Companies that can quickly adjust their production processes are better equipped to meet customer needs, whether it involves altering a formulation, introducing a new product, or updating packaging.
Another key advantage of Industry 4.0 technologies is enhanced traceability. This capability is invaluable in a market where consumers are increasingly focused on product safety, nutrition, and health derived from ingredients for themselves and their pets. Being able to track materials from their source to the shelf builds trust with consumers and helps meet regulatory requirements, particularly in industries with strict safety standards.
Additionally, leveraging the growing volume of data gathered and stored from the manufacturing process allows manufacturers to gain deeper insights into their operations. This leads to informed decision-making and optimized supply chain management. Effective data management and integration are essential components of Industry 4.0 and should be incorporated into process control systems. Improved worker safety is also a significant benefit; automation and real-time monitoring can reduce the risk of accidents by minimizing the need for human intervention in hazardous environments. Finally, these technologies promote sustainability by monitoring environmental impacts and optimizing resource use, aligning with the increasing consumer demand for sustainable manufacturing practices.
Challenges of Implementing Industry 4.0
While the benefits of Industry 4.0 are clear, moving toward these technologies has its challenges. One major hurdle is the initial investment needed for new technology and infrastructure. Although the long-term advantages can be significant, the upfront costs can be high, especially for smaller manufacturers who may already have limited budgets.
Another challenge is getting the workforce to adapt. As automation takes over more tasks, employees might worry about job loss. However, this change also offers a chance to improve workers’ skills. By developing worker transition plans to take on and accept new and changing roles, and providing the needed employee training, manufacturers can help employees learn to work with new technologies, change their roles to contribute significantly to business performance, and to boost their job satisfaction and confidence.
Data security is another important issue in Industry 4.0. With more devices connected to the internet, there’s a greater risk of cyberattacks. Manufacturers need to focus on strong cybersecurity measures to protect sensitive information and ensure smooth operations. This might involve investing in security tools and training employees on safe practices.
Integrating new technologies with existing systems can also be complicated. Manufacturers may face compatibility issues that require time and effort to fix. Getting everyone on board with these changes is crucial. Fostering a culture that welcomes new ideas can help ensure successful adoption.
Finally, the speed of technological change can feel overwhelming. Keeping up with the latest developments and figuring out which technologies are best for a particular operation can be difficult. Innovations in food, pet food and many other processing industries require careful consideration. Manufacturers need to assess their specific needs and the technologies that will work for them.
Facing these challenges takes careful planning and effort, but with the right strategies, moving to Industry 4.0 can lead to a more efficient and competitive process manufacturing environment.
The Future of Process Manufacturing
Looking ahead, the integration of Industry 4.0 technologies in process manufacturing is just beginning, but the potential for innovation is vast. As we delve deeper into advancements in AI and machine learning, we can expect significant strides in operational efficiency and product development. These technologies are not just buzzwords; they are becoming crucial tools that can help manufacturers streamline processes and enhance product offerings.

One area where we’ll see meaningful change is in data analytics. By harnessing data from various stages of production, companies can gain insights that lead to smarter decision-making. For instance, analytics may be able to identify potential bottlenecks in the supply chain before they occur, allowing manufacturers to adjust their operations proactively. This means less downtime and more consistent product availability, which ultimately benefits consumers.
Sustainability is another critical focus for the future of process manufacturing. As environmental concerns grow, adopting greener practices has become essential. Industry 4.0 technologies can play a pivotal role in this shift. By optimizing resource use and minimizing waste, manufacturers can operate more sustainably while still meeting consumer demands for quality and safety. Innovations in food, pet food, and many other process industries, such as enhanced tracking of ingredient sourcing and automated waste reduction systems, will be vital in achieving these goals. Companies that prioritize sustainability are not only doing their part for the planet but also appealing to an increasingly eco-conscious consumer base.

Moreover, the successful implementation of these technologies requires a cultural shift within organizations. Companies must foster an environment that encourages continuous learning and adaptability. Employees should feel empowered to engage with new tools and processes, which can lead to higher job satisfaction and better overall performance. As these technologies evolve, so too will the skills required to operate them effectively.
In conclusion, the future of process manufacturing holds great promise. With a focus on leveraging innovations and adopting sustainable practices, companies can position themselves for success in a rapidly changing landscape. Embracing these changes will improve operational efficiency and enhance product quality, ultimately benefiting both manufacturers and consumers alike.
Conclusion
To wrap things up, the shift toward Industry 4.0 offers a lot of exciting possibilities for process manufacturers. We’ve reviewed how integrating advanced technologies can lead to better efficiency, higher product quality, and a more sustainable approach to production. These innovations provide process manufacturing companies with the tools they need to stay competitive and responsive to market changes.
Of course, there are challenges to navigate, like the initial costs and the need for the workforce to adapt to the changes ushered in by these new innovative technologies. But the rewards—such as reducing waste, improving safety, and gaining consumer trust—make it worthwhile to effect culture change and help employees adapt. By investing in employee training and fostering a culture of adaptability, manufacturers can fully leverage these new technologies.
Looking ahead, there’s tremendous potential for growth. As we continue to embrace advancements in AI, data analytics, and automation, those who are willing to innovate will set themselves apart. By committing to sustainability and being open to change, process manufacturers can meet today’s demands and prepare for a successful future.
In the end, the journey into this new industrial era is an opportunity for transformation. With the right mindset and strategies, process manufacturers in food, baking, pet food, livestock animal feed, and more sectors can position themselves for long-term success and positively impact their industries and the world.
Next Steps
The future is unpredictable. However, innovation continues to produce advanced technologies like Industry 4.0 that promise to take process manufacturing to another higher level. And this is a necessity. From feeding the estimated 9 billion humans that are projected to populate our planet by 2035 to feeding the fast-growing pet population drawing off the same sources for food as their human owners, to the production of the various chemical-based compounds and substances needed for a wide variety of purposes, advancing technology, like Industry 4.0, is essential to our growth and survival.
With over 50 years of expertise in custom engineering process control and automation systems, automated ingredient batching systems, material weighing, liquid handling, and other bulk material handling solutions for a wide range of process industries, Sterling Systems & Controls proudly has the experience to provide you with expert guidance to achieve your automation and process improvement goals. Contact us today to discuss how our knowledge and expertise can align with your goals and how you can continue your journey toward manufacturing excellence!